对于滨海新(当地)防撞护栏产地货源产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的最佳方式。
以下是:滨海新滨海新(当地)防撞护栏产地货源的图文介绍
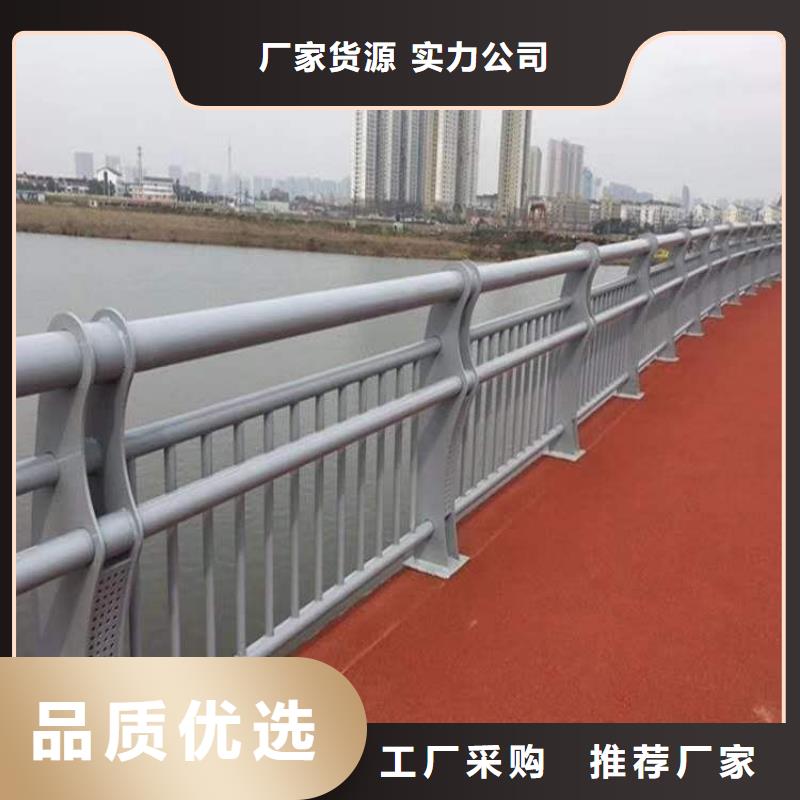
根据图纸做出准确的施工交底,这样才能施工的时候不出现问题。那么不锈钢复合管施工需要注意什么呢?下面***让我带你们去了解一下吧!防撞护栏立柱是固定于建筑结构上,用于支承扶手及固定玻璃板、金属板、钢杆、钢索或金属网的竖向构件,是护栏的主要承受荷载构件。不锈钢护栏立柱广泛应用于建筑物的阳台、楼梯、景观围护、通道隔离等,主要品种有玻璃护栏不锈钢立柱,防撞护栏立柱和玻璃隔断不锈钢立柱及其他结构形状的立柱等。钢板立柱市场方面,本地部分工程或在后期加快进行,因此中长期下游需求仍旧看好。节前,本地下游工程单位大都有备货计划,节后各工地开始正常备货。从宏观面看,美联储9月宣布降息,货币政策转向宽松,中国央行也在今年第二次全面下调金融机构存款准备金率,政策维稳加强托底。 宽松的宏观经济环境为中国财政和货币政策打开了空间,同时也提升了市场操作信心,钢市也利好于此,在宽松的宏观环境下,有望得到进一步反弹机会。预计短期本地钢板立柱市场价格窄幅震荡。河道桥梁护栏厂家生产技术介绍:不锈钢复合管由不锈钢和碳素结构钢两种金属材料采无损压力同步复合成新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽外表,以及碳素钢良好抗弯强度及抗冲击性。符合节能及普及则。座落在管材生产基地。我引进国外新技术,专门生产不锈钢复合管、不锈钢复合管栏杆、不锈钢/碳素钢复合圆管、方管、椭圆管、桥梁护栏、景观护栏等系列新材料企业。占地6万余平方米,设有生产基地、研发中心等机构,是一家集科、工、贸为一体高新企业。

防撞护栏产地货源")
防撞护栏产地货源")
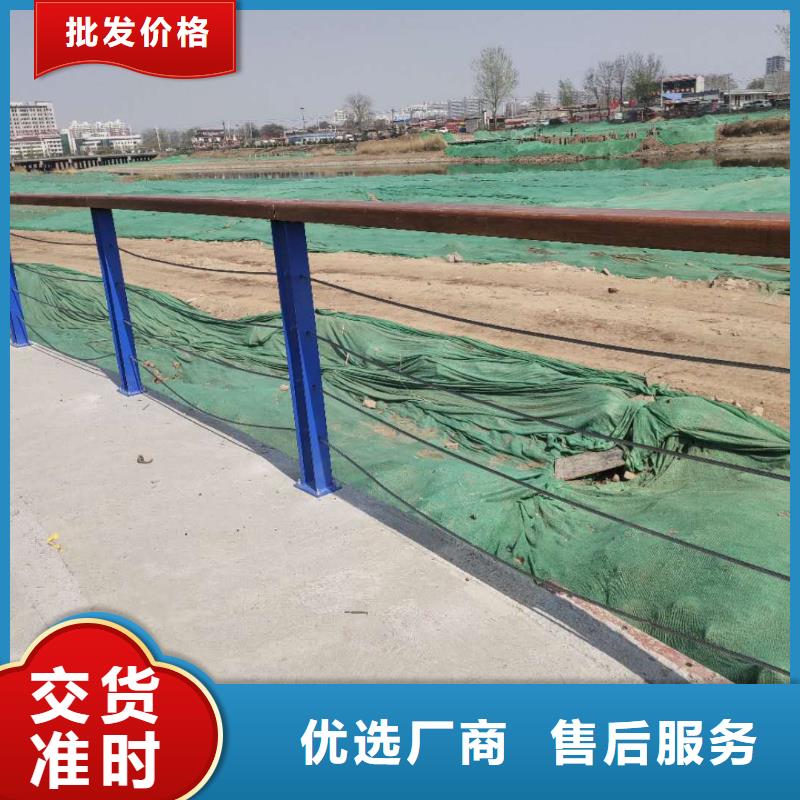
据贸易商反应,防撞护栏立柱价格快速上涨后,终端需求跟进有限,主要是目前依旧处于淡季中,制造业需求情况不佳,与此同时中间贸易商也较为谨慎,入市投机意愿不强,因此市场成交并不活跃。总体限产利好还需时间来验证,近期防撞护栏立柱价格可能维持偏强运行态势。近两日不锈钢复合管厂家价格大幅反弹,上游管厂出厂价暴涨百元左右,出货转好且部分规格出现缺货现象,本地市场成交也略有好转。本次大涨主要是受唐山环保限产影响,市场过度的炒作使价格拉涨过快。在当前淡季市场下,需求难以持续,一旦消息面趋于平静,不锈钢复合管厂家价格或将冲高回落。北方部分地区唐山资源价格小幅跟涨,不锈钢复合管厂家价格上调,带动了整体h型钢价格窄幅调整,北但方地区下游仍处于观望状态,采购心态小心谨慎,所以市场成交并不理想。 南方地区在限产落地并带动市场涨价情况下,今日价格部分小幅上调。但是不锈钢复合管厂家仍处于淡季,并且连续的高温与阴雨天气,影响了南方的市场需求,但价格连续拉涨之后,部分商户对后市需求不足致价格回落有所担忧。预计明日不锈钢复合管厂家价格窄幅调整。桥梁护栏厂家今日走势继续强势拉涨,市场心态好转,商家小幅探涨。成交方面,虽价带动价拉涨,但下游实际需求有限,贸易商成交表现偏弱,其中早盘部分中小户出货仅几十吨。据市场反馈,目前普中板主流规格出货较差,桥梁护栏厂家资源出货偏好,资源方面,短期萍钢陆续到货,汉冶6月初的订单基本开始发货,预计下周市场将集中到货。库存方面,本周市场库存较上周稍有增加,整体库存水平在3.89万吨左右。
防撞护栏产地货源")
防撞护栏产地货源")
防撞护栏产地货源")
立佳金属制品有限公司生产各种 镀锌喷塑防撞栏、,我司技术实力雄厚、企业内部管理严密、生产效率高;本公司生产的 镀锌喷塑防撞栏、品种多,规格齐全,产品先进性、可靠性、稳定性已达到国际先进技术水平;产品以精良的质量、低廉的价格、美观的造型和完善的售后服务赢得了用户的信赖和好评;产品畅销全国各地。
防撞护栏产地货源")
防撞护栏产地货源")
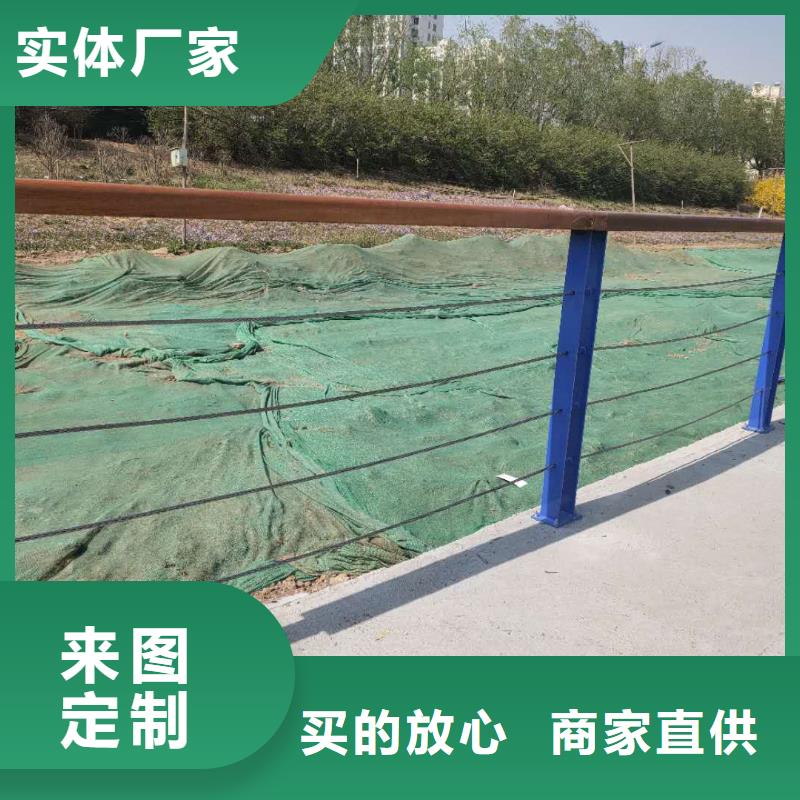
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
防撞护栏产地货源")
防撞护栏产地货源")
防撞护栏产地货源")




 扫一扫
扫一扫